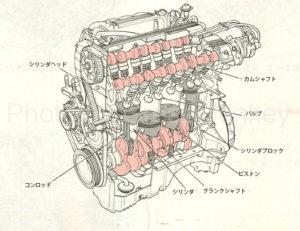
レシプロエンジンの分解整備
レシプロエンジン本体を構成する主要部品の点検・修正および分解・組み立ての要点について解説する。
目次
- シリンダヘッドの点検修正
- シリンダヘッドの分解整備
- シリンダ及びシリンダブロックの点検修正
- ピストン、ピストンピンおよびピストンリングの点検修正
- ピストン分解の要点
- ピストン組み立ての要点
- コンロッド及びコンロッドベアリングの点検修正
- コンロッド及びコンロッドベアリングの分解の要点
- コンロッド及びコンロッドベアリングの組み立ての要点
- クランクシャフトおよびジャーナルベアリングの点検修正
- クランクシャフトおよびジャーナルベアリングの分解の要点
- クランクシャフトおよびジャーナルベアリングの組み立ての要点
- フライホイールおよびリングギヤの点検修正
- フライホイールおよびリングギヤの分解組み立ての要点
- バルブ機構の点検修正
- バルブ機構の分解組み立ての要点
シリンダヘッドの点検修正
カーボン、水垢や錆びなどの点検
エキゾーストポートやバルブシート周辺のカーボンの付着状態を点検し、特に、シリンダヘッド下面のカーボンを除去する場合には、バルブシートを傷つけないようにする。
ウォータージャケットの水垢や錆の発生状態を点検し、著しいものは洗浄を行う。
また、インレットポートの著しいオイルの付着は、インレットバルブからのオイル下がりの場合に多く、また、ほこりの付着は、エアクリーナの不良などの場合が多いので、これらから分解前の状況を判断することができる。
亀裂やひずみなどの点検
ヘッド下面に付着したカーボンを除去した後、バルブシート周辺など各部の亀裂の点検を行う。
亀裂の点検は、必要に応じて非破壊検査法のひとつである染色浸透探傷法などによって行い。亀裂のあるものは交換する。
ひずみの点検は、図1のようにヘッド下面とマニホールド取り付け面で行い、ストレートエッジをヘッド下面ではA~Fの6方向に、マニホールド取り付け面ではG~Iの3方向に当て、それぞれの方向についてシックネスゲージを挿入して測定する。
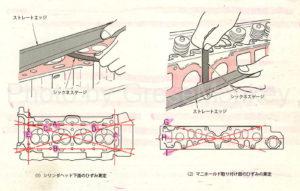
図1:シリンダヘッドのひずみの測定
このときに用いるストレートエッジは、必ずヘッドの前面に当てることができる長さのものでなければならない。
軽敏なひずみは、サーフェスグラインダやオイルストーンなどで研磨して修正するが、ひずみが著しい場合には交換する。
シリンダヘッドの分解整備
シリンダヘッドの取り外し
シリンダヘッドの締め付けボルトは、必ず指定された順序に従って外側から中央に向かって交互に2回くらいに分けて緩めて取り外す。特に、シリンダヘッドの温度が高いときに行うと、シリンダヘッドがひずみを起こすことががあるので注意する。
なお、締め付けボルトは、長さの異なるものがあるので、組み立て時にわかるように分類しておく。
シリンダヘッドの取り付け
シリンダヘッドガスケットは、上下の向きに注意して、シリンダブロックの上側の位置決めピンに確実に合わせて組み付ける。また、シリンダブロックからヘッドへの潤滑油や冷却水の通路孔などには、液体パッキンを塗布したり、Oリングやゴムパッキンを挿入する場合があるので、忘れないように注意する。
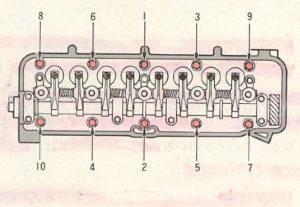
図2:締め付け順序
シリンダヘッドボルトを取り付けるときには、シリンダブロックのボルト穴にたまった水やオイルなどを、エアガンなどで吹き飛ばしてからシリンダヘッドボルトのねじ部に薄くエンジンオイルを塗布し、図2のように、中央部のボルトから外側のボルトへと締め付ける。
なお、ボルト穴に水やオイルが入っている状態でボルトを締め付けると、シリンダブロックを破損させることがあるので注意する。
締め付ける際には、トルクレンチを用いて規定トルクで2〜3回に分けて行う。また、締め付け方法に塑性締付け法など、整備書等に指定があるものは、規定の締め付け手順に従って行う。
塑性域締付け法
ボルトの締め付けは通常、締め付けトルクとボルトの回転角が比例して増加する弾性域(締め具合が確認できる位置)で行っている。塑性締付け法はこの弾性域によりさらにボルトを締め込み、ボルトの回転角のみが変化して、締め付けトルク・軸力の変化がしなくなる塑性域で行うことにより、回転角のばらつきによる軸力のばらつきを小さく押さえ、安定した軸力が得られると同時に、軸力そのものを大きく取ることができ、信頼性が向上する。
シリンダ及びシリンダブロックの点検修正
シリンダの点検
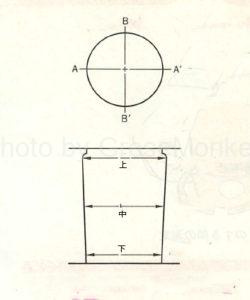
図3:シリンダの摩耗方向と測定箇所
シリンダについては、内径部の摩耗、損傷および亀裂の有無などについて点検する。
シリンダの摩耗傾向は、一般に、図3のようになるため、内径の測定は上、中、下の3カ所で、各々のクランクシャフトの軸方向(A-A’)と、その直角方向(B-B’)の合計6カ所を図4のようにシリンダゲージを用いて行う。
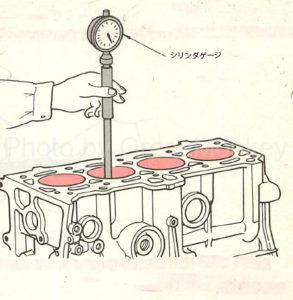
図4:シリンダ内径の測定
シリンダ内径測定の結果、摩耗の著しい場合はボーリング(オーバーサイズに削っていく)およびホーニング加工(ボーリングの後にシリンダ内面を研磨仕上げする)を行い、オーバーサイズのピストンに適合する内径に修正する。
また、エンジンによっては、シリンダライナを交換するものもある。
シリンダブロックの点検
シリンダブロックは、上面のひずみ、亀裂などの有無、ウォータジャケット内の水垢や錆状態、冷却水通路や油路のつまりなどについて点検を行う。
ブロック上面と歪みの点検は、シリンダヘッド下面の歪み測定の場合と同じ要領で、ストレートエッジとシックネスゲージで測定し、測定値が規定値以上ある場合には、サーフェスグラインダやオイルストーンで研磨して修正する。
亀裂の点検は、シリンダヘッドボルトのネジ穴部などを点検し、必要に応じて染色浸透点商法などによって行う。
水路や油路のつまりは、エアガンなどで清掃する。この場合、ウォータジャケット下部には、水垢や錆びなどが堆積していることがあるので注意する。
ピストン、ピストンピンおよびピストンリングの点検修正
ピストンの点検
ピストンについては、頭部やリング溝に固着したカーボンを落として、亀裂、かき傷、摩耗の程度などを点検する。
亀裂は、ピストンリング溝奥の見えにくい部分も調べる。ピストン頭部は、異常燃焼などにより焼損している場合もあるので、よく点検する。
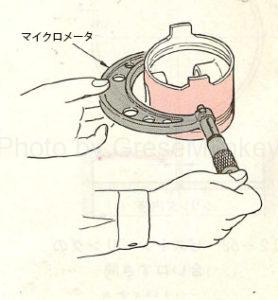
図5:ピストン外径の測定
ピストン外径の測定は、図5のようにマイクロメータを用いて、ピストンボス方向とは直角方向のスカート部で行う。
ピストンリング溝の摩耗の測定は、新品のリングをリング溝に入れ、図6のようにシックネスゲージを用いて、リングとリング溝戸の隙間を外周の数カ所について行う。
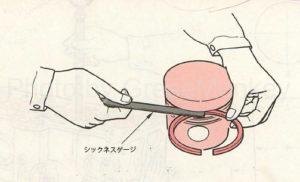
図6:リングとリング溝との隙間測定
すき間が大きい場合には、圧縮漏れやオイル上がりの原因となるので、ピストンとリングをセットで交換する。
オイル戻し穴の点検は、オイルリング溝のカーボンを除去した後に行い、穴が詰まっている場合には、かき落としたオイルがピストン内に逃げず、オイル上がりの原因となるので、針金などを用いて清掃する。
ピストンリングの点検
ピストンリングについては、合口すき間を点検する。
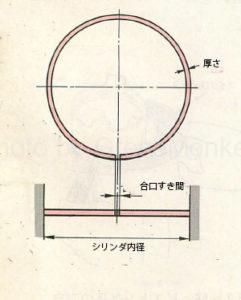
図7:ピストンリングの合口すき間
合口すき間とは、図7のようにシリンダに組み込んだ状態で、リングの合わせ目にできるすき間のことをいい、作動中に、高温下でリングが膨張して突き当たることを防ぐために設けられている。
なお、合口すき間は、リングが摩耗して厚さが薄くなると大きくなる。
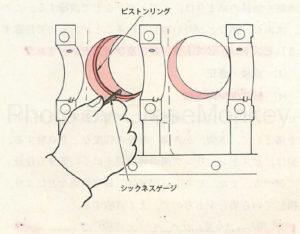
図8:ピストンリングの合口すき間の測定
合口すき間を調べるには、リング摩耗の少ないシリンダの下部にシリンダと直角になるようにピストン頭部を正しく押し込み、図8のようにシックネスゲージで測定し、測定値が規定値を超えるものは交換する。また、リングの張力についても点検する。
ピストン分解の要点
ピストンの分解にあたり、ピストンのシリンダからの抜き出し、ピストンからのリングの取り外しおよびピストンピンの抜き取りの要点について解説する。
- ピストンをシリンダから抜き出す場合には、クランクシャフトを回転させ、ピストンを上死点の位置にしてコンロッドキャップを取り外した後、シリンダヘッド側に抜き出して、シリンダ順に整理しておく。この場合、シリンダ壁面上部に付着したカーボンは、あらかじめスクレーパーなどで除去しておけば、リングが引っかかることなく作業がしやすい。また、抜き出すときに手で抜けないようにするためには、木片などをコンロッドに当て、軽くたたき出す。
- ピストンからリングを取り外すには、図9のようなピストンリングリプレーサを使用するとよい。
- ピストンピンは、スナップリングをプライヤなどで取り外し、適切な当て棒をピストンに押し当てて、プレスなどで抜き取る。また、このほかにも、ピストンを図10のようなピストンヒータで温めて、膨張させてから抜き取る方法もある。
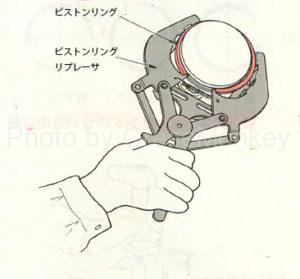
図9:ピストンリングの取り外し
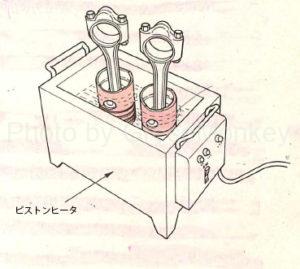
図10:ピストンヒータ
ピストン組み立ての要点
- ピストンは、常温でピストンピンを軽打又はプレスを使用して組み付けるものと、あらかじめピストンヒータなどで温めてピストンピンを挿入するものがあるので、定められた方法で作業する。ピストンピンの組み付け後は、スナップリングを確実に溝に組み込む。
- ピストンとコンロッドを組み付けるときには、それぞれの前後方向の向きを誤らないように注意する。一般的には、ピストン及びコンロッドの前方向には、あらかじめ記号を付けておいて識別しておく。ピストンを組み合わせた後は、コンロッドを手で前後に動かしてみて、やや抵抗を感じる程度であればよい。
- ピストンリングを組み付ける場合、リングの組付け位置、上下の向きなどを誤らないように注意する。一般的に、リング上側には、それを示す刻印がある。なお、組み付ける際には、ピストンリングリプレーサを使用し、リングでピストンに傷を付けないように注意する。
- ピストンをシリンダへ組み付ける際には、ピストンとシリンダとの最小すき間の適否が重要である。すき間が小さすぎると、ピストンの焼き付きの原因となり、逆に大きすぎると、圧縮漏れによる出力低下あるいは打音発生の原因となる。最小すき間は、シリンダの最小内径とピストンの最大外径をそれぞれ測定して知ることができる。
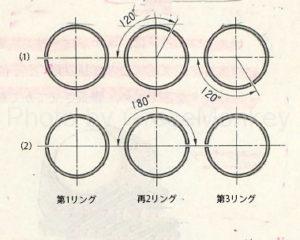
図11:ピストンリングの合口すき間の方向
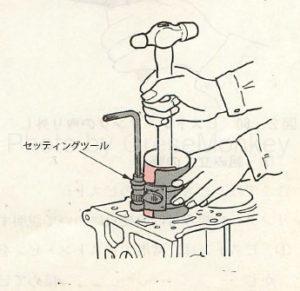
図12:ピストンの挿入
- ピストンとシリンダとのすき間が適正であれば、コンロッドに組み付けられたピストンをシリンダに挿入する。このとき、リングの合口すき間の向きを図11のように隣り合うリングの合口向きと一致しないようにずらして組み付ける。向きが一致すると、この部分から燃焼ガスが漏れやすくなるからである。なおかつ、この合口の向きが、ピストンの側圧方向(クランク側方向)、すなわち燃焼の際に、ピストンがシリンダ壁(ボス方向)を押す方向及びクランクシャフト軸方向に向かないように注意する。
- 合口の向きを適正にして、ピストン外周部にエンジンオイルを塗り、ピストンの組み付け方向を誤らないように注意し、図12のようにセッティングツールを用いて、ピストン頭部を木片などで軽く叩きながら、コンロッドベアリングがクランクピンに当たるまで押し込む。
- さらに、ピストンを押しながらクランクシャフトを回転させ、下死点の位置でコンロッドキャップを組み付け、ボルトを規定トルクで締め付ける。このときコンロッドキャップの向きを誤らないように注意する。また、締め付け後、クランクシャフトがスムーズに回転することを確認する。
- 目次へ戻る
コンロッド及びコンロッドベアリングの点検修正
コンロッド大端部側面の摩耗の点検
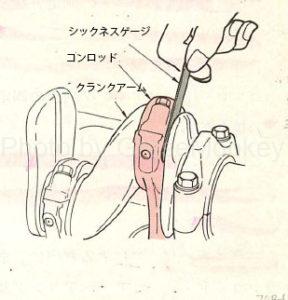
図13:コンロッド大端部側面の摩耗の点検
コンロッドをクランクピンに規定トルクで締め付け、図13のように大端部側面とクランクピン部端面との隙間をシックネスゲージで測定し、測定値が規定値以上の場合はコンロッドを交換する。
摩耗が著しく遊びが大きすぎると、コンロッドが前後に移動して騒音発生の原因となる。
コンロッド小端ブシュの摩耗の点検
小端ブシュは、コンロッドに組み付いた状態で、その摩耗の有無を調べる。この部分はピストンピンとブシュの間で回転摺動して、特に、上下方向に叩かれるので楕円状に摩耗する傾向がある。
したがって、ブシュについては、コンロッドの上下方向とその直角方向の摩耗をピンホールゲージなどで測定し、ピストンピン外径との差からすき間が限度以上の場合にはブシュを交換する。
コンロッドベアリングの摩耗、損傷及び張りの点検
コンロッドベアリングについては、その内面に焼き付きや傷がないかどうか、部分的にメタルが裏金から剥がれていないかなどを点検する。
また、ベアリングの張りについては、荷重の繰り返しによって徐々に減少するので、分解後、再使用する際には十分点検する必要がある。
クランクピンとベアリングとのすき間をオイルクリアランスといい、この部分にオイルを保たせ、金属同士が直接接触することを防ぎ、円滑にクランクピンを回転させるために必要なものである。このクリアランスが摩耗により大きくなりすぎると、オイルが流れ出て、油圧が低下し、他の部分への送油量が減少して、潤滑機能が果たせなくなる。
逆に、オイルクリアランスが小さすぎると、ベアリングが発熱して、焼き付きの原因となる。
したがって、ベアリングを取り替えるときには、適切なオイルクリアランスを考慮して作業する。
オイルクリアランスの測定方法は、クランクピンの外径をマイクロメータで測定し、これに合うコンロッドベアリングを仮組みして、クランクピン外径との差からオイルクリアランスを求める。
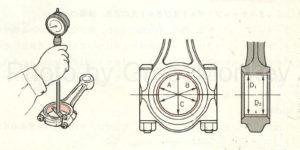
図14:コンロッドベアリングの内径の測定
コンロッドベアリング内径の測定位置は、図14に示すA,B,C方向について、それぞれD1,D2の箇所である。
このほかに、プラスチゲージを用いてオイルクリアランスを測定する方法がある。
プラスチゲージは、合成樹脂製の細い針金状のもので、クリアランスの測定範囲により色分けされた三種類のものがある。
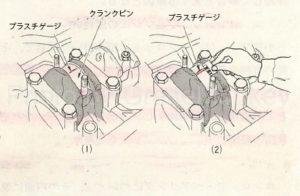
図15:プラスチゲージによるオイルクリアランスの測定
プラスとゲージによる測定は、まず、コンロッドキャップベアリング及びクランクピン部をよく清掃し、オイルなどを拭き取ってから、プラスチゲージをベアリング幅にカットし、図15(1)のようにクランクピンの上に湯穴を避けて軸と平行に置き、コンロッドキャップをかぶせて規定トルクで締め付ける。
このとき、クランクシャフトは絶対に回転させてはならない。
次に、コンロッドキャップを外し、潰れたプラスチゲージの最も広い部分(クリアランス最小部分)を図15(2)のように、プラスチゲージのパッケージに記された目盛り表に合わせてオイルクリアランスの値を読み取る。
ベアリングハウジングおよびキャップの変形の点検
ベアリングハウジング及びキャップの変形の点検は、ベアリング内径の測定の時と同じ要領で、シリンダゲージを用いて、図14に示す箇所を測定する。測定の結果、真円度の狂いや偏摩耗の著しいものは交換する。
コンロッドキャップボルトおよびボルト穴の変形、損傷の点検
コンロッドキャップボルトは、特に、ネジ山の潰れ、伸びなどのほか、亀裂や損傷について点検する。
また、キャップ及びコンロッドのボルトについても同様に点検し、その摩耗の状態は、新品のボルトを入れて調べる。
ボルトあるいはボルト穴に不具合があるときは、ボルトの締め付けが緩んだり、ボルト折損が起こるだけでなく、ベアリングの合わせ面がずれたりして、クランクピンに損傷を与える原因となる。
コンロッド及びコンロッドベアリングの分解の要点
コンロッドは、ピストンと共に抜き出されるので、ここではその場合の注意事項及び小端ブシュの抜き取りについて解説する。
- 大端部側面には、一般には、シリンダ番号などが打刻されているので、その打刻面がどの向きにあるのかを確認しておいて、組み付け時に間違わないようにする。
- 小端ブシュの抜き取りは、図16のような脱着工具を用いて、アタッチメントに合った当て棒を当てて、プレスで抜き出す。
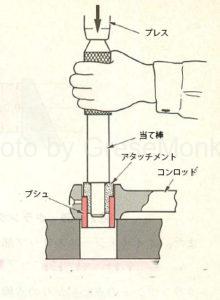
図16:コンロッド小端ブシュの抜き取り
コンロッド及びコンロッドベアリングの組み立ての要点
小端ブシュの圧入及びクランクシャフトへの組み付けについて
- 小端ブシュは、分解の時に用い脱着工具を用いて、プレスで圧入する。小端部においる穴がある場合には、ブシュのオイル穴をそれに合わせて圧入する。
- ブシュを交換したときには、圧入によってブシュ内径が多少変形するので、ピストンピントのすき間が適正となるようにリーマを通して規定寸法に仕上げる。
- コンロッドをクランクシャフトに組み付けるときは、コンロッド及びキャップの向きを誤らないように注意する。
- キャップの締め付けは、最初にボックスレンチなどである程度締め付け、最後にトルクレンチを用いて規定トルクで締め付ける。なお、シリンダヘッドと同様に塑性域締め付け法などによる締め付け方法が指定されているものについては、その手順に従って行う。
クランクシャフトおよびジャーナルベアリングの点検修正
クランクシャフトの摩耗の点検
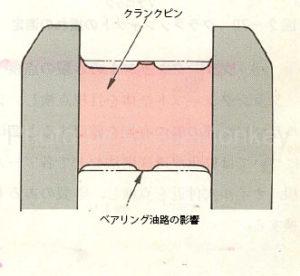
図17:クランクピン部の摩耗の傾向
クランクシャフトのジャーナル部及びピン部の摩耗は、ベアリングの摩耗と共に、オイルクリアランスが大きくなる原因となり、油圧低下やエンジン異音の原因となる。
オイルクリアランスの測定は、コンロッドの時の測定方法と基本的に同じである。
測定箇所は、一般的な摩耗の傾向として図17のようになるため、図18のように中央部及び両端部の位置を避けた中間部のA-A’およびB-B’方向の矢印の部分(D1,D2,d1,d2)になる。
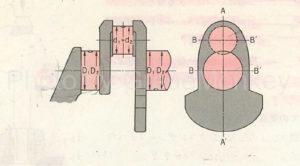
図18:クランクシャフトジャーナル径およびピン径の測定
オイルクリアランスが規定値を超えているときは、ベアリングを交換するか、クランクシャフトグラインダでクランクシャフトを研磨し、アンダサイズのベアリングを使用して修正する。
また、オイルシールのリップ部が当たる部分の摩耗についても点検する。
クランクシャフトの曲がりの点検
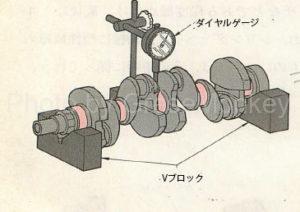
図19:クランクシャフトの振れの測定
クランクシャフトの曲がりの点検は、図19のように定盤上のVブロックに載せて、クランクシャフト中央のジャーナル部にダイヤルゲージを当てて、クランクシャフトを静かに一方向に回転させて振れを測定する。
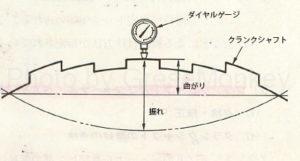
図20:クランクシャフトの振れ及び曲がり
曲がりは、図20のように振れの2分の1であり、軽敏な曲がりは、クランクシャフトグラインダで研磨して修正することもできるが、限度を超えたものは交換する。
クランクシャフトの亀裂の点検
クランクシャフト全体を目視点検し、ジャーナル及びピン部の傷の有無を確認すると共に、亀裂については染色浸透探傷法などで各アームの付け根、オイル穴付近を点検し、亀裂のあるものは交換する。
クランクシャフトの軸方向の遊びの点検
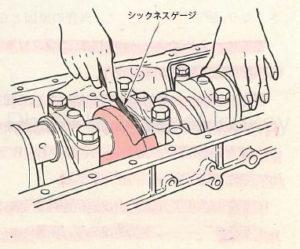
図21:クランクシャフト軸方向の遊びの測定
この点検は図21のようにシックネスゲージを用いてクランクシャフト取り外し前に行い、スラストベアリング交換の要・不要を判定すると共に、組み立て後に規定値に組み立てられているかどうかどうかを確認するために行う。
ジャーナルベアリングの摩耗の点検
ジャーナルベアリングもコンロッドベアリングと同様、内面の状態の良否、摩耗の有無などについて点検する。
ベアリングキャップおよびハウジングのひずみ、損傷の点検
ベアリングキャップとハウジング内側の歪み、損傷について点検する。
ハウジングとキャップに歪みがあると、ベアリングとハウジング内面の密着が悪くなり、熱の伝導やベアリングの当たりが悪くなるので、ベアリングの早期摩耗や損傷を起こす原因となる。
また、歪みによってハウジング間の中心に狂いがある場合には、そのままクランクシャフトを組み付けると、クランクシャフトが円滑に回転できなくなり、ベアリングの損傷などを起こすことになる。
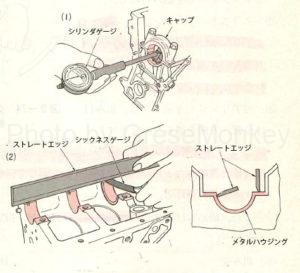
図22:ハウジングの中心の狂いの測定
歪みを点検するには、ハウジングにキャップを規定トルクで締め付けてから、図22(1)のようにシリンダゲージで測定する。
また、中心の狂いを点検するには図22(2)のように、ストレートエッジをハウジングのキャップとの当たり面及び内面に当て、ハウジングとストレートエッジとのすき間をシックネスゲージで測定する。
オイルシールの点検及び交換
オイルシールリップ部及びオイルシール外周のリテーナとの貫入部分の傷などについて点検し、不良の場合は交換する。新品のオイルシールを取り付けるときは、リップ部に規定のグリースを薄く塗布する。
クランクシャフトおよびジャーナルベアリングの分解の要点
クランクシャフトをシリンダブロックから取り外す場合の要点
- クランクシャフトを取り外す前に、クランク軸方向の遊びをシックネスゲージで測定し、スラストベアリングの交換の要・不要を判定しておく。
- ジャーナルベアリングキャップの締め付けボルトを両端部から中央へと緩めていき、ベアリングキャップを取り外す。ベアリングキャップには、一般的にその位置を示す番号が打刻してあるが、前後の向きも組み立て時に重要となるので印を付けて整理しておく。
- クランクシャフトを取り外した後、ハウジング側のベアリングを抜き出し、その組付け位置を間違えないように、ベアリング裏面に位置番号を記しておく。
クランクシャフトおよびジャーナルベアリングの組み立ての要点
クランクシャフトをシリンダブロックに組み付ける際の要点について
- 組み立てる前に、ベアリング、ベアリングハウジング、クランクシャフトなど各部品を清掃し、異物などが付着しないようにすると共に、回転部などにはエンジンオイルを塗布し、シリンダブロックにクランクシャフトを組み付ける。
- スラストベアリングは、ジャーナルベアリングとは一体でない単独のものもあるので、これを入れ忘れないように注意する。
- ベアリングキャップは、組付け位置と方向を間違えないようにし、締め付けボルトは、中央部から順に両端へと、図23のようにトルクレンチを用いて、1カ所締め付けるごとにクランクシャフトを回転させて回転が円滑かどうかを確認し、最後に規定トルクで締め付ける。また、締め付け方法には塑性域締め付け法など、指定があるものについては規定の締め付け手順に従って行う。
- 組み付け後は、クランクシャフトを手で回転させて、円滑に回転することを確認する。
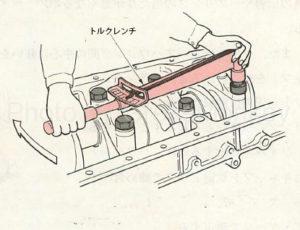
図23:ジャーナルベアリングキャップの締め付け
フライホイールおよびリングギヤの点検修正
フライホイールの振れの点検
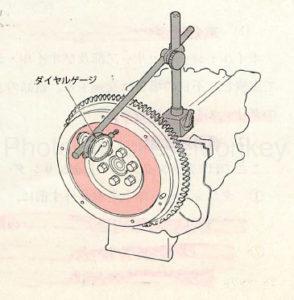
図24:フライホイールの振れの測定
フライホイールの振れは、クラッチのつながり不良などの原因となるので、図24のようにダイヤルゲージを用いて測定し、振れが規定値以上の場合は交換する。
クラッチディスク接触面の亀裂および段付き摩耗の点検
接触面は、クラッチディスクとの摩擦熱の繰り返しによるひび割れ、段付き摩耗などが発生する場合がある。摩耗などの不具合のある場合には、研磨または交換する。
フライホイール取り付けボルト穴の亀裂および損傷の点検
フライホイールの取り付けボルト穴付近を目視点検し、亀裂、損傷がある場合は交換する。
リングギヤの摩耗および欠損の点検
リングギヤは、亀裂や歯の欠損の有無を点検する。歯面に返りのあるものについては、ヤスリなどで修正する。
リングギヤの交換は、リングギヤに当て棒などを当て、その上からハンマでギヤ周辺の各部を平均に叩いて抜き、新品に変えるときには、リングギヤを平均的に加熱し、向きを誤らないようにして、常温のフライホイール外周にはめ込み、大気中で自然冷却する。
フライホイールおよびリングギヤの分解組み立ての要点
フライホイールは、ノックピンなどでクランクシャフトとの位置決めをしているが、ノックピンのないものは、クランクシャフトとフライホイールに合いマークを付けてから分解する。
また、フライホイールをクランクシャフトに組み付けるときには、その間に金属粉などの異物が混入しないようによく清掃した後、合いマークあるいはノックピンに注意して取り付け、各ボルトを対角線上に交互に数回分けて締め付けてから、最後に規定トルクで締め付ける。
組み付け後は、ダイヤルゲージを使用し、フライホイールの振れの有無を確認する。
バルブ機構の点検修正
バルブの点検
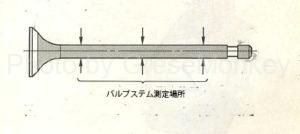
図25:バルブステムの外径の測定
バルブステムは、外径を図25のようにマイクロメータで3カ所測定し、規定値を超えて摩耗したものや焼損、変形が生じているものは交換する。
また、バルブフェース及びバルブステムエンドについて、損傷、摩耗などを点検し、不具合のある場合はバルブリフェーサーで修正するか交換する。
バルブガイドとバルブステムガイドとの隙間の点検
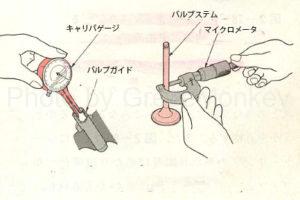
図26:バルブガイドとバルブステムとのすき間測定
ガイドとステムの点検は、一般に図26のように、キャリパゲージでバルブガイドの内径を、マイクロメータでバルブステムの外径を測定し、内径と外径の差からすき間を求め、規定値を超える場合には、バルブとガイドを一式で交換する。
なお、このほかにバルブをバルブガイドに組み込み、バルブにダイヤルゲージを当て、バルブの先端を動かし、このときの動き(すき間)を測定する方法がある。
バルブガイドのオイルシールは、リップ内面の変形や偏摩耗、傷などを点検する。一度取り外したオイルシールは、原則として再利用しない。
バルブスプリングの点検
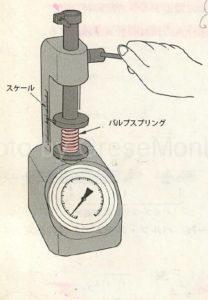
図27:スプリングテスタによるばね力と自由高さの測定
バルブスプリングの外観を点検し、損傷の有無を調べ、不具合のあるものは交換する。
スプリングのばね力は、図27のようにスプリングテスタでスプリングを取り付け高さまで圧縮して測定し。その値が規定値ではない場合には、スプリングを交換する。
また、スプリングの自由高さは、スプリングテスタのスケールを利用して測定し、規定値以下の場合は交換する。
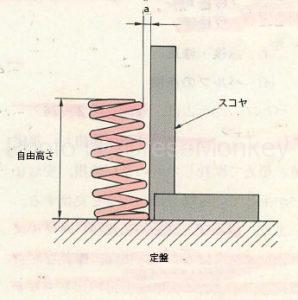
図28:スプリングの直角度の測定
スプリングの直角度は、図28のようにスプリングを定盤に載せ、スコヤを当ててスプリング先端とスコヤの寸法(a)を測定し、規定値を超えている場合には交換する。
バルブシートリングの点検
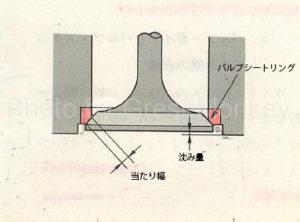
図29:バルブの当たり幅と沈み
バルブシートリングは、バルブフェースとの当たり面に、傷、へこみなどがあるかどうかを点検する。また、図29のようにシートリングの当たり幅及び当たり位置がバルブフェースに対して適切かどうかも点検し、不具合がある場合には、シートリングを研磨または交換する。
シートリングの沈みは、研磨に伴い増加していくので、ノギスなどで測定し、規定値を超えている場合には、シートリングを交換する。
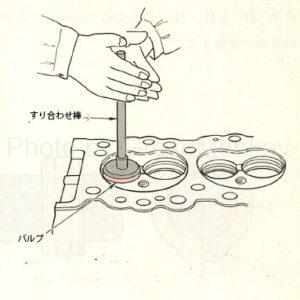
図30:バルブフェースとバルブシートリングのすり合わせ
バルブあるいはバルブシートを交換したときには、バルブシートグラインダでシートリング面を仕上げ、図30のような方法で、シートリングとバルブフェースの当たりのすりあわせを行った後、シートリング面に光明丹を塗り、バルブをシートリングに軽く叩いて、当たり幅が全周にあるか、そしてバルブフェースの中心にあるかなどを点検する。
ロッカーアームの点検
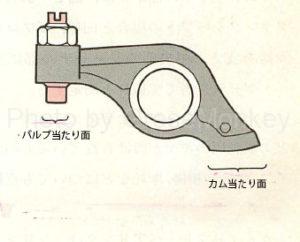
図31:ロッカーアームの当たり面
ロッカーアームは、図31に示すバルブ及びカムとの当たり面を点検し、段付き摩耗や傷のあるものは修正あるいは交換する。
また、ロッカシャフトとの摺動面を点検し、その内径をキャリパゲージなどで測定して偏摩耗及び規定値以上の摩耗があるものは交換する。
ロッカシャフトの点検
ロッカシャフトの曲がりは、その両端をVブロックで支え、シャフトを回しながらダイヤルゲージで測定し、規定値を超えたものは交換する。
摩耗については、外径の数カ所を測定し、規定値を超えたものは交換する。
カムシャフトの点検
カムシャフトは、マイクロメータを用いて、図32に示すカムの高さ(H)及びカム基礎円の直径(D)をH1,H2の2カ所で測定し、その差をカムリフト(H-D)が規定値に満たないものは交換する。
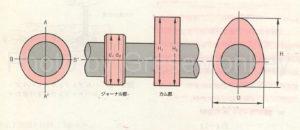
図32:カムシャフトの摩耗の測定
カムシャフトジャーナル部についても同様に、A-A’,B-B’方向についてd1,d2の2カ所で測定し、規定値を超えたものは交換する。
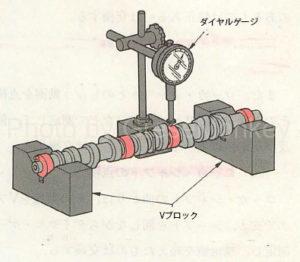
図33:カムシャフトの振れの測定
カムシャフトの曲がりは、図2-84のようにクランクシャフトの場合と同様、Vブロックで両端を支え、中央部のジャーナル部にダイヤルゲージを当てて振れを測定する。
また、カムシャフトにディストリビュータなどの駆動用ギヤが設けられているものについては、歯面の損傷、摩耗についても点検する。
カムシャフトベアリングの点検
カムシャフトベアリングは、シリンダゲージで内径を測定して摩耗の点検を行う。また、カムシャフトジャーナルとの隙間が限度以上のものは、ベアリングを交換するが、ベアリングがシリンダヘッドと一体式のものでは、シリンダヘッドを交換する。
タイミングベルトの点検
タイミングベルトは、ひび割れ、摩耗、亀裂、破損及び歯の欠損などについて点検し、不具合のある場合には交換する。
タイミングチェーンの点検
タイミングチェーンは、ローラー部の摩耗、損傷について点検し、不具合のあるものは交換する。
バルブ機構の分解組み立ての要点
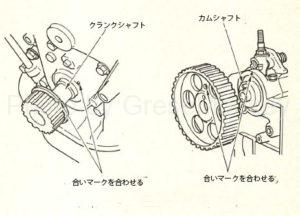
図34:合いマークの一例
- カムシャフトベアリングに、裏金付きホワイトメタルのものが用いられているものでは、カムシャフトを取り出す場合に、ベアリングに傷などを付けないように注意する。
- カムシャフトをシリンダヘッドに組み付ける場合には、カムシャフトベアリングキャップのナットなどを規定トルクで締め付けた後、カムシャフトが軽く回るか、また、軸方向の遊びが規定値内にあるかを確認する。
- タイミングチェーンまたはタイミングベルトを組み付ける場合には図34のようにそれぞれの合いマークが合致するように組み付ける。また、取り付け及び調整方法に指定があるものは、規定の手順に従って行う。なお、組み立て後は、バルブクリアランスの調整を行う。=>エンジンの点検整備
- タイミングベルトは、ねじらないこと、強く折り曲げたり、裏返したり、首から掛けたり、水やオイルなどを付着させないように注意する。
- ロッカアームを組み立てる際には、インレット用とエキゾースト用の形状が異なるものがあるので、注意する。なお、ロッカシャフトアセンブリをシリンダヘッドに組み付ける際には、規定トルクで中央から締め付けていく。